It has long been an accepted practice in the plastics industry to maintain a 60 percent rib-to-nominal-wall ratio in injection molded parts. Any increase in this ratio can cause visible sinks on the part’s cosmetic surface. However, with a thickness differential of 40 percent, the rib and wall of the part can shrink at different rates, causing the entire part to warp and distort. So, how can you achieve a flat AND beautiful part?
External Gas Assist
Mack Tool Design Engineer, Tom Revane, has a solution. External gas-assisted (EGA) injection molding. This process allows for an increase in rib-to-wall ratio without creating sinks in the visible cosmetic surface. Here’s how.
This molding technique employs a micro-thin layer of nitrogen gas that is released to the non-cosmetic surface of the part once the mold cavity has been filled with resin. The nitrogen gas layer packs the part evenly, replacing the holding phase in traditional injection molding.
The nitrogen gas flows along the ribs, pushing them toward the surface of the wall. This causes the rib to narrow at the point of intersection with the wall, providing a flatter, more even pack with no visible sinks.
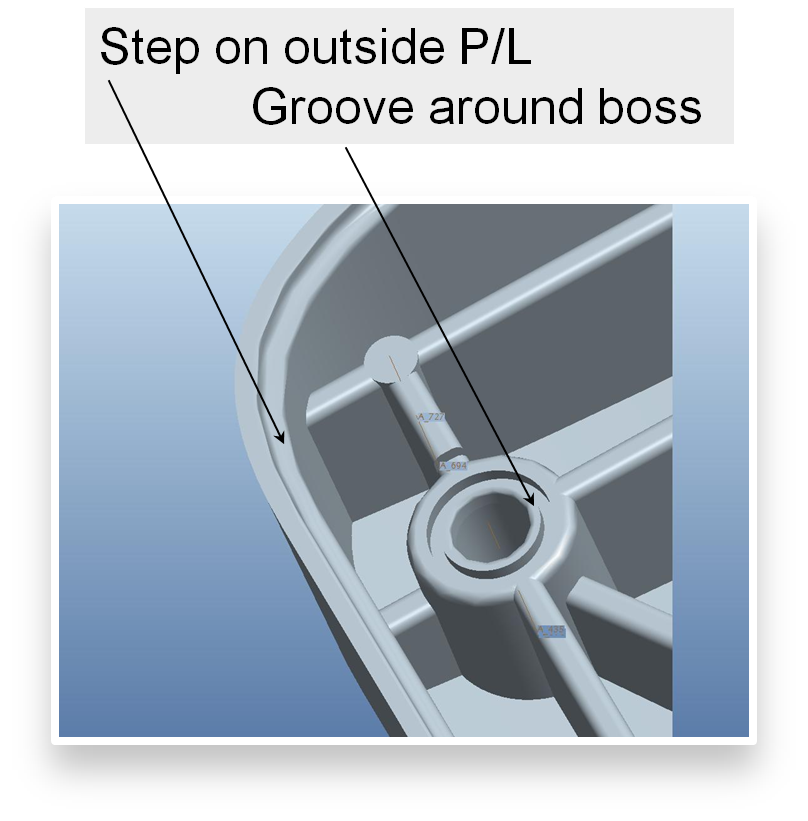
Designing features into the part, such as shiplap joints, ribs and grooves, ensures that no gas escapes the mold during EGA molding.
Designing for EGA
Molding using EGA is not quite as simple as adding nitrogen gas into a standard injection molding procedure. The process must be engineered into the design of the part.
“If the gas escapes from the mold, the process doesn’t work,” says Revane. “We have to design features into the mold to seal the part.” Working closely with toolmakers and design engineers is critical to ensure that elements such as shiplap joints, grooves and ribs are incorporated into the part to prevent gas leaks.
1-to-1
Using EGA, Mack can increase rib-to-wall ratio in molded parts far above the industry standard of 60 percent, which is particularly important in molding large panels and trays.
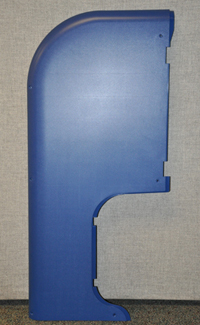
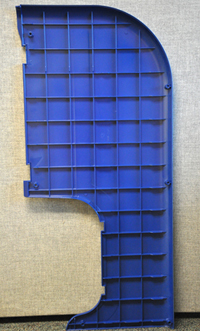
Using EGA on this cosmetic 42″ x 18″ x 3″ panel eliminated secondary operations.
“We are able to raise the rib-to-wall ratio to one-to-one,” Revane says. This uniformity within rib and wall thickness allows parts to be more structural with less distortion. Additionally, the part shrinks uniformly, allowing for improved fit during assembly.
Mack has used EGA to increase rib thickness in several recent molding projects to mold polycarbonate, PC/ABS, ABS, nylons, polyethylene, polypropylene and even glass-filled HDPE. The process is not limited to any specific resins.
Additional Benefits
While EGA is specifically effective in creating parts with high rib-to-wall ratios, it has many additional benefits:
• no molded in stress, resulting in less warp and stress-cracking
• lower clamp force requirement, allowing for a smaller press
• reduced wear on molds due to lower operating pressure
• uniform packing pressure
• reduction, and sometimes elimination, of secondary operations
• better texture reveal on part surfaces.
Nitrogen gas flows along the ribs, pushing them toward the surface of the wall.
Total Customer Satisfaction
Increasing rib-to-wall ratio in parts from 60 percent to one-to-one, Mack is able to produce parts that are well within customer specifications for cosmetics, flatness and dimension. Employing EGA in the injection molding process has allowed Mack to provide its customers with better quality products.
“EGA is not really well known in the industry,” Revane says. “A lot of people have never heard anything about it. Yet, for us, it’s a normal part of processing. We do it every single day.”
Contact:
Tom Revane, Tool Design Engineer, Tom.Revane@mack.com
Hi, I am Anny, I am very interested in the EGA method, how to design ?
Please share with me .
Thank you very much.
regards,
Hi Anny, here’s a great article by one of our talented engineers comparing external and internal gas assist molding techniques – https://www.medicaldesignandoutsourcing.com/expanding-design-horizons-gas-assist-molding/. Also, if you have parts you are interested in making, feel free to reach out to our business development team at salesnorth@mack.com!
Hello, I am very interested in the EGA method also. Could you please send me some more information? Thanks.
Hi Justin, thanks for your interest! Here’s another useful article by one our talented team members – https://www.mack.com/wp-content/uploads/2015/03/Building-a-Better-Plastic-Part.pdf. You might also find some helpful information in some of our case studies – https://www.mack.com/markets/computer-business/case-studies/. And don’t forget, if you have parts you are interested in making, feel free to reach out to our business development team at salesnorth@mack.com!