Built for Clarity, Capability, and Connection: Introducing the New Mack Molding Website We’re excited to announce the launch of the new Mack Molding website, redesigned [...]
The Mack team headed to Design-2-Part (D2P) New England Oct. 15-16, 2025, at the Royal Plaza Trade Center in Marlborough, Mass. Be sure to visit us [...]
Exploring the Right 3D Printing Process for Your Project at Mack Prototype At Mack Prototype, we know that not all 3D printers—or printed parts—are created [...]
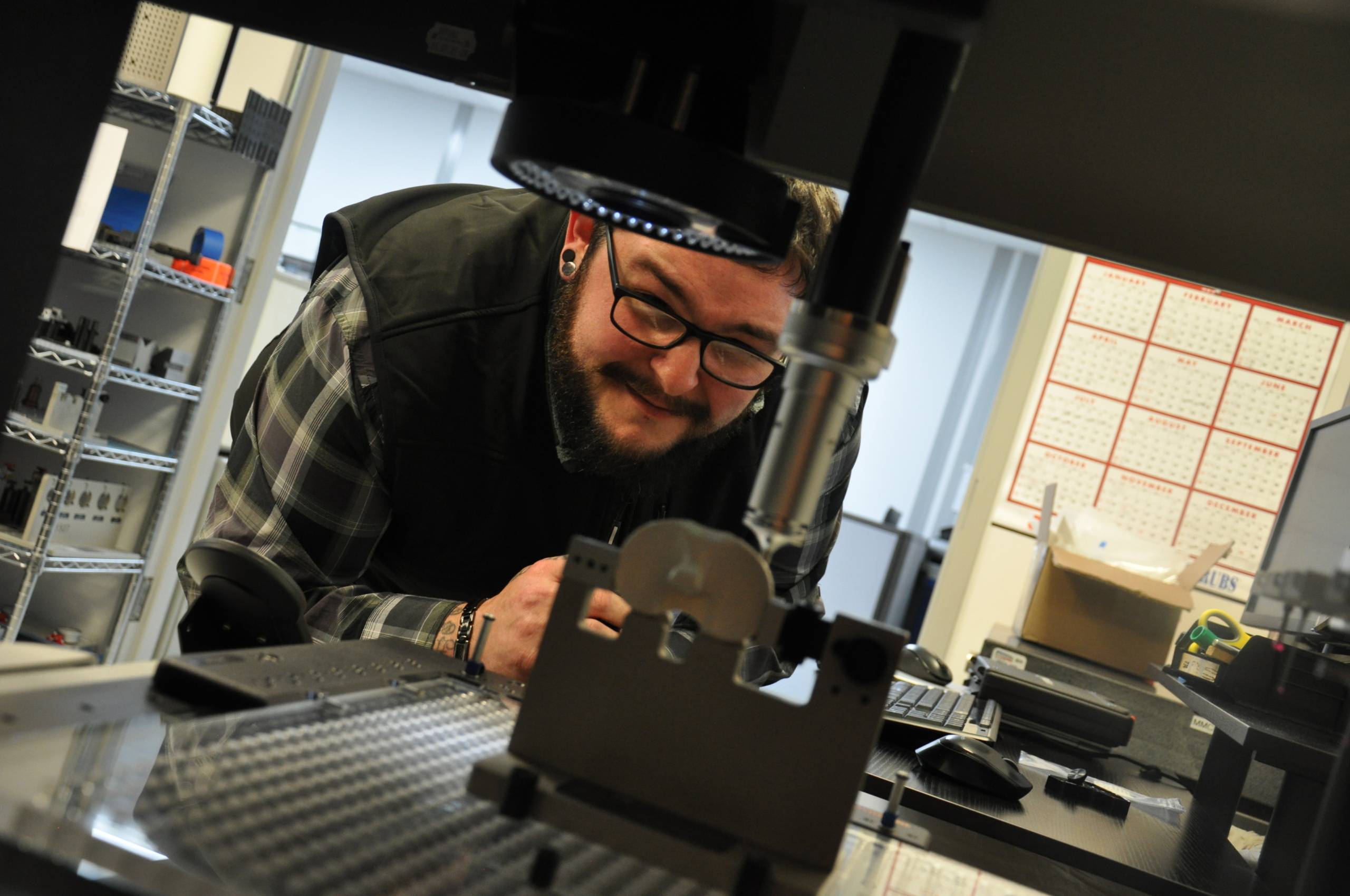
At Mack Molding, quality and precision are at the core of what we do—and that starts with metrology. With state-of-the-art equipment, expanded capabilities, and a [...]
Hope Kavulich, Product Realization Engineer at Synectic Product Development, a wholly-owned subsidiary of Mack Group, recently sat down with The Manufacturing Shake-Up podcast to share [...]
Mack Molding’s Sheet Metal Fabrication Department has taken a major step forward in precision finishing with the addition of a new VibeTech Deburring Machine at [...]
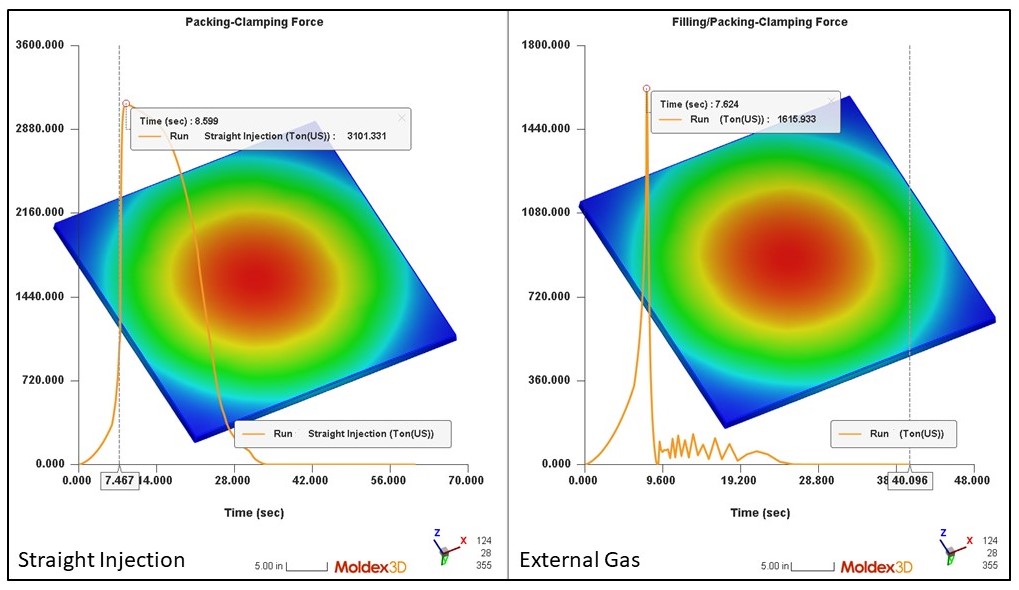
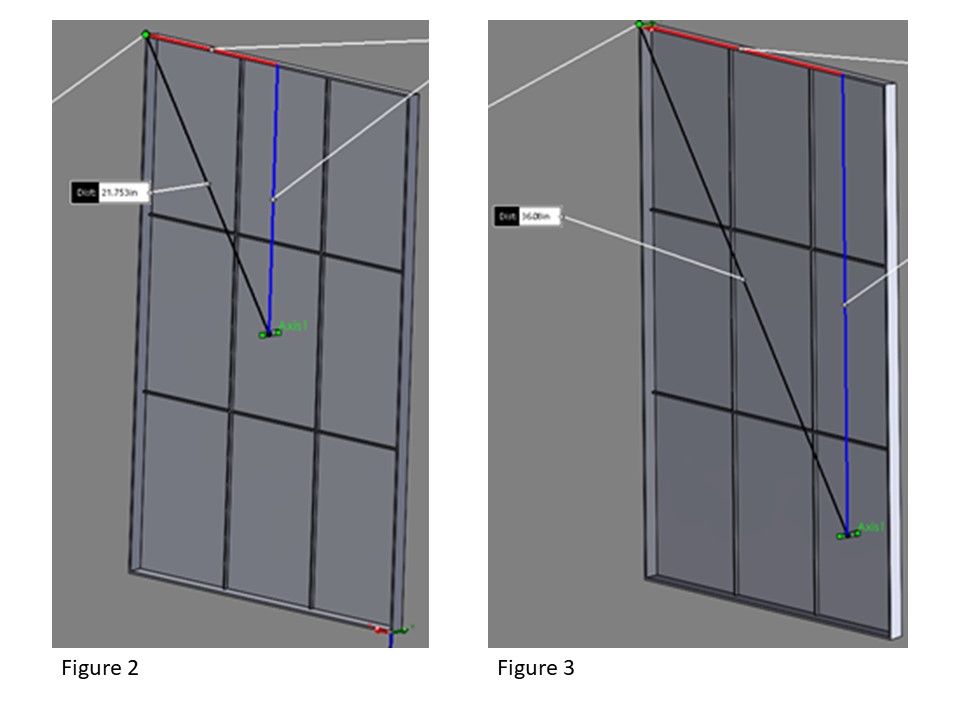
Gas-assist molding, which utilizes nitrogen gas pressure to form a part fully, offers significant cost-saving advantages while expanding design and manufacturing options for injection-molded components. [...]
What is Cast Urethane? Cast urethane is the process of pouring liquid polyurethane resin into a rubber mold to create a part. It is a [...]
For Lucas Osorio, Mack Molding has been more than just a place to work – it’s been a foundation for personal and professional growth through [...]
Mack Molding’s plastic injection molding and contract manufacturing experts are counting down the days until MD&M West 2025, taking place Feb. 4-6, 2025, at the Anaheim Convention Center. The team [...]
For privacy reasons YouTube needs your permission to be loaded. For more details, please see our Privacy Policy.I Accept Mack Prototype turned 25 this year [...]
In the world of injection molding, optimizing the quality of molded parts is paramount. Two critical factors that play a significant role in this optimization [...]
Mack Molding has long been recognized for its contributions to the plastics industry, and this year, the spotlight shines brightly on three remarkable women who [...]
The Mack team headed to Design-2-Part (D2P) New England Oct. 16-17, 2024, at the Royal Plaza Trade Center in Marlborough, Mass. Be sure to visit [...]
Use promo code SPECIAL24 for a free expo pass and 20% off a 2-day conference pass The Mack Molding team is in Charlotte, N.C., for MD&M [...]
Mack Molding is hitting the road once again, and this time the team is heading to Atlanta for Design-2-Part Southeast – affectionately known as D2P [...]









OUR LOCATIONS

Arlington, VT
Headquarters

East Arlington, VT
Northern Division

Cavendish, VT
Northern Division

Inman, SC
Southern Division

Statesville, NC
Southern Division
With its roots in custom injection molding, Mack Molding is a leading supplier of contract manufacturing services and injection molded plastic parts to companies in a range of industries. Mack Molding is committed to sustainable manufacturing best practices.
OUR OTHER DIVISIONS


SEARCH
© 2026 • Mack Molding Co. • All Rights Reserved • Privacy Policy