STRUCTURAL FOAM
What is Structural Foam Molding?
A common and useful variation to the plastic injection molding process is called structural foam molding, which is utilized to mold part geometries and flow lengths that traditional molding would not be able to accommodate.
This process uses the same basic steps as traditional injection molding with one important distinction – a chemical blowing agent is added directly into the resin stream feeding the press at a ratio of 0.5% to 4% by weight. The blowing agent undergoes a chemical reaction while filling the mold that produces gases inside the molten resin.
As a result these expanding gases form a cellular matrix of gas bubbles inside the rigid plastic part, aiding in filling and packing out the part cavity. This dramatically decreases the fill pressure required to mold a part.
Standard plastics design rules
Design rules restrict designers to thinner walls when adding features like ribs and bosses to avoid cosmetic sink marks. A rib/wall ratio of 65% is a long-standing and trusted rule. In foamed parts these rules are significantly modified as the process will support packing out features well above 100% rib/wall ratios. Structural foam also allows more leniency for varying nominal wall thicknesses, another design aspect limited by traditional design rules.
When calculating press sizing in injection molding generally a given part will require 3-4 tons per square inch of projected area. By comparison, the structural foam process requires closer to 1 ton per square inch. This means that a straight injection part running in a 1,000 ton press could run in a 300-ton press with structural foam. This is an important factor to consider since press size is a primary driver of molded part cost.
Benefit of Structural Foam
Another benefit of realizing lower process pressures is that the resultant parts will have less molded in stress and in turn lower distortion and warp out of the mold.
The cellular gas pockets molded into the parts can also be useful to designers in certain ways. While only 0.5-4% of blowing agent is added to the raw resin, the resulting cellular void space inside the part can offset a significant amount of resin usage in a given part. Depending on the part design and process it is typical to reduce part weight on the order of 7-20% when compared to molding the same part without structural foam. This results lighter parts and lower resin costs.
Useful Elements
Another useful element of the gas bubbles molded inside foamed parts is the inherent thermal insulation and sound deadening qualities. The ability of heat and sound to move through these parts is inhibited in the same way construction materials utilize trapped air pockets to perform the same task. In general the insulating qualities of foamed parts increase as more blowing agent is utilized and more resin is removed from the final part.
Part designers should be aware there are some added costs to the process. Structural foam parts require thicker wall geometries than traditional molded parts in most cases. Foamed parts are typically designed at wall thicknesses of 6mm or 0.25“ as thinner walls tend to inhibit the ability of the foaming reaction to occur. This means in most cases the conversion to foam requires an increase in part weight and resin usage – though keep in mind that some of that is offset with the cell structure. Thus weight and resin savings may not hold true when compared to the same part molded traditionally. The increased wall thickness and process also dictates the need for longer cycle times over traditional molding which can add to part cost.
Aesthetic Considerations of Structural Foam
The aesthetic requirements of the part also need to be considered. Foaming activity in the process typically compromises the appearance of the viewed surfaces of the part. While this is acceptable for internal components or other non-esthetic parts it is typical to paint structural foam panels as a secondary operation to create visually acceptable parts. This is accomplished with a standard multistep painting process to prime, finish and spatter coat per the part requirements.
In some cases light sanding may be required on the part surfaces to smooth out heavily foamed areas. Because of these specific requirements it is beneficial to identify if structural foam will be utilized to produce a part early on in the design process. While most resins are foamed there are specific resin grades on the market designed to work extremely well with chemical blowing agents.
Usefulness of Structural Foam
Many parts are candidates for structural foam molding – the process is utilized especially well when the aforementioned part geometry challenges arise in a part. While this can manifest in several design scenarios a common example would be when internal frame geometries that may be sheet metal or castings are redesigned as molded parts. The complex geometric detail and size of these assemblies often turn into molded parts that cannot be made without structural foam. Since these components are typically not viewed by the end user the secondary paint and decoration steps are usually not needed.
By consolidating several assembled or welded components into a single molded part it is possible to yield significant cost savings that can quickly offset the price of a mold tool or painting.
A Core Competency
Structural foam molding has been one of Mack Molding’s competencies for decades. With in-house design and processing expertise Mack can support our customer’s foamed part opportunities, ensuring they are on a path to utilize the benefits of this process. Below are some examples of structural foam production parts and the benefits they offered.
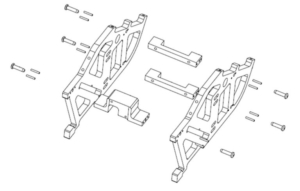
This drawing shows metal parts before being converted to structural foam.
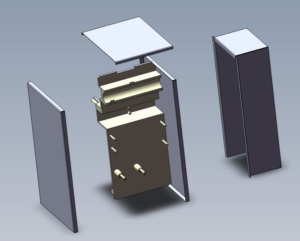
This part, formerly made from several sheet metal pieces, was redesigned to be a single structural foam piece.
Frame for cart based medical device
- Welded and mechanically assembled sheet metal frame converted into single piece structural foam design
- 26 metal components -> 1 molded
- $2,000 part cost savings per unit
- ROI on tooling within 6 months of production
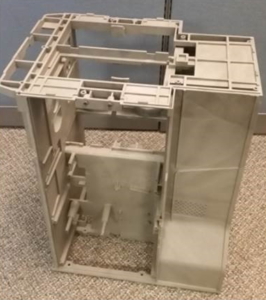
Previously designed as multiple component parts, it was redesigned to be made as a single structural foam part.

The final part after being redesigned as a structural foam piece.
Handheld medical device internal frame
- 33 components combined into a single structural foam part
- Dimensional stability of foam process improved part quality
- 82% part cost savings
- Tool cost paid back inside 6 months of unit production







