The selection of case studies shown below represents only a few examples of Mack’s molding services and how they have helped customers resolve challenges and move product to market. It is not intended to provide a comprehensive listing of Mack’s involvement in any industry.
Golf Car Floorboard
Application: 46″x46″x16″ golf car floorboard
Challenges: Convert from steel to plastic.
Cut cost.
Eliminate rust and corrosion.
Provide sufficient stability to bolt all critical components to it.
 When E-Z-GO, a leading manufacturer of golf cars and utility vehicles, came to Mack’s Inman, S.C., plant with its design for the new RXV™ golf car, they knew they wanted a plastic floorboard and that any remaining metal in the new design had to withstand a 1000-hour salt spray.
When E-Z-GO, a leading manufacturer of golf cars and utility vehicles, came to Mack’s Inman, S.C., plant with its design for the new RXV™ golf car, they knew they wanted a plastic floorboard and that any remaining metal in the new design had to withstand a 1000-hour salt spray.
Taking into consideration the square footage of the part and the recommended resin, Mack engineers determined a 3,300-ton press would be needed to injection mold the estimated 35-lb. part. “We priced it accordingly,” says Ken Kincaid, technical engineering manager for Mack’s southern division, “but a competitor came in lower, proposing a low-pressure structural foam process in a multi-nozzle machine.” With a low-pressure structural foam molding machine, a molder can inject a large amount of resin with less clamp pressure than a typical straight injection molding machine, requiring a smaller and less expensive press. There are trade-offs, however, including a slower cycle and multiple injection points.”We knew that one gate, rather than the 12 (plus or minus) required for the low pressure structural foam approach, would produce a stronger part with far fewer knit lines,” says Kincaid. “We also knew that a single nozzle straight injection machine utilizing structural foam would yield a faster cycle time than a multi-nozzle low pressure structural foam machine, which was critical, not only because of press time, but also because of tool cost,” adds Program Manager Steve Langen. “Once the golf car was in full production, a second tool would be needed if the cycle time went over 200 seconds. With injection molding, the OEM was much more confident that we could keep up with the full ramp of their production without adding a second tool.”
An unconventional approach
To be cost-competitive, Mack’s engineers had to think beyond conventional formulas to reduce the press size. “We came up with the concept of building a machine with a 30+ lb. shot size and only 1500 tons of clamp pressure,” says Kincaid. “Based on those new parameters, we quoted it again and won the business.”In the end, Mack commissioned a 1500-ton press with a 690 oz. shot size to be built especially for this job. “It’s at least twice as big as a normal shot size for that machine,” says Kincaid. Molded of glass-filled polypropylene, the now 26-lb. part is picked by a robot, which articulates it out of a “pretty tight space” for secondary operations at the press. It is then packed and shipped to the customer.”E-Z-GO was concerned originally that the plastic version wouldn’t be strong enough structurally to pass their rigorous tests,” says Kincaid, which include a five mph side-impact test. “So they really over-engineered the part, with the original samples weighing in at about 35 lbs. To their credit, they went back to the drawing board and reduced the part weight by 29 percent by removing reinforcement ribbing and excess plastic. While it required massive engineering changes to the existing tool, the 9-lb weight reduction paid off in less than a year.”
E-Z-GO RXV meets with success
Launched in November 2007, the E-Z-GO RXV is enjoying unprecedented success in the marketplace. According to a company press release, many E-Z-GO customers “say they have already recognized noticeable benefits from the RXV — from appreciative golfers to simplified maintenance to bottom-line savings — due to the vehicle’s unprecedented energy efficiency.” The RXV is available in both electric and gas models.
For more information, contact sales.south@mackmolding.com.
About E-Z-GO
E-Z-GO, a Textron Inc. company, is a leading manufacturer of golf cars and utility vehicles. E-Z-GO is the preferred golf car fleet provider for many of the world’s most revered golf courses, clubs and resorts. E-Z-GO is also the golf car of choice of nine of the nation’s 10 largest course-management companies. E-Z-GO boasts the largest sales and service network in the industry, with more factory branch locations and independent distributors than any other manufacturer.
More than a maker of golf cars, E-Z-GO is also a leading provider of turf and utility vehicles for a variety of applications and industries. Products under the E-Z-GO flagship include Shuttle personnel carriers, MPT turf-maintenance vehicles, and ST personal utility vehicles. E-Z-GO also produces the Cushman line of heavy-duty burden carriers.
Founded in 1954 in Augusta, Ga., E-Z-GO became part of Textron Inc. in 1960.
………………………………………………………………..
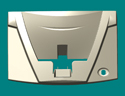
Air Conditioner Base
Improved performance. Lower part cost. Fewer tools. In a compression-to-injection conversion of a residential air conditioner base, Mack Molding accomplished all three.
It takes a lot of confidence to walk into the offices of the country’s largest residential AC supplier and suggest that you can replace an integral component of their top-seller with a part that is just as good, but less expensive. Especially when that component has already gone through a major conversion from metal (100% controlled in-house) to compression molded plastic. Especially since that conversion required a major inside sales effort. And especially when that compression-molded product had yet to experience even one failure in the field.

To demonstrate the part’s muscle, engineers parked a Suzuki Vitara on top of two injection molded bases without damaging the parts.
But Mack personnel were convinced the base could be produced with the same or higher quality at a lower price, according to Brian Sumpter, business development director for Mack’s southern division. Backed by a technical team with extensive knowledge about polymer performance, plastics processing, and computer modeling that confirms the injection solution, Sumpter made his case
Today, most AC bases are still formed from metal. But there’s a problem with rust. So many OEMs are beginning to look at plastic replacements to gain corrosion resistance and the ability to consolidate several parts into one. Compression molding has been one option because it yields excellent strength-to-weight ratios by blending relatively inexpensive commodity resins with glass. But there’s room for improvement.
In this particular case, there were four significant challenges – cost, structural integrity, UV stability, and a seamless integration of the injection part into the production line.
Reduce costs by 15%
“Compression molded material is inherently stiff and fairly low-cost, so it’s a tough one to knock off,” says Ken Kincaid, technical engineering manager. “Processing, press tonnage and tooling were our three opportunities to reduce overall costs on this program.”
First, injection molding eliminated the machining that was necessary with the compression part. Previously, about 50 openings had to be machined into the solid molded part. “When we redesigned the base for injection molding, we added lifters, shutoffs and core pins in the tool to incorporate all the previously machined features and eliminate that process,” says Kincaid.
Savings #1.
Next, gas-assist was chosen to add more structure to the part. Injection molding material generally doesn’t have a flex modulus as high as compression molding material. “We were able to make up the difference by using gas-assist, which located tubular gas channels throughout the base and gave a structural cross-section to the part,” explains Kincaid. This also allowed Mack to mold the base in a smaller press with less clamp tonnage.
Savings #2.
Today, there are three different base sizes that run in presses ranging from 700-1500 tons. All molds are filled from a single gate.

The AC base tool has interchangeable corner inserts to produce two different styles –one with rounded corners and one with 45-degree corners.
The final cost-saving opportunity was in tooling. The OEM was rebuilding the compression tools after every 100,000 parts or so. “With injection, we estimated they wouldn’t have to rebuild tools until after 250,000 pieces,” says Kincaid.
Savings #3.
Mack is running seven molds – three for the largest base, which is the highest volume; two for the medium-sized based and two for the smallest. “We can also handle the OEM’s volume expectations with fewer tools than that required for compression molding,” explains Sumpter. “Not only do compression tools have to be rebuilt more frequently than injection molds, they also require a longer cycle time to mold the part. So gas-assist injection molding resulted in fewer tools overall, all of which have a longer lifespan.”
The bottom line? A total part cost savings of 15%.
Improve performance
Beyond lower part cost, lower tooling cost and longer tooling life, gas-assist injection molding offers more detail and better resin disbursement than compression molding. This is particularly important when using a glass-filled material, which is often required for structural applications.
When compression molding the AC base, the resin tended to move down into the bottom of the ribs, while the glass primarily remained in the main level of the part. So when the part had a load placed on it, the bottoms of the ribs (where the glass didn’t reach) were inclined to crack. Injection molding produced a more homogenous glass/resin mixture that flowed throughout the entire part, so even the finest detail, including the ribs, had glass in it. This provided improved structure and strength.
The structural integrity of the part had to be proven through creep tests over 1000 hours at high and low temperature variations and a falling ball impact test. The material also had to be F1 rated for UV stability.
Find the right resin
“This was perhaps the hardest part,” says Kincaid. “We sampled about 30 different resins…everything from 20-40% regular glass, and several versions of long-glass and glass-filled nylon before we settled on glass-filled polypropylene. Balancing just the right amount of creep and impact was tricky.”
Mack engaged in a significant R&D effort with several material suppliers that took many hours of press time, tons of material, hundreds of impact tests, and thousands of hours of creep testing to develop a custom-compounded material that met the product requirements.
“We also performed multiple iterations of moldflows to determine where to put the gas channels,” adds Sumpter. “In fact, we did all the modeling for the injection design, including glass orientation modeling, gas channel placement and warpage.”
Integrate seamlessly into production
The overriding goal was to implement this compression-to-injection conversion with minimal design change so the OEM could transition from old part to new without impacting production. Assembly line tooling, layout and work instructions had to remain the same.
“Had they been willing to make some changes on the assembly line, we could have gone even farther,” says Sumpter. “Nevertheless, by converting this to injection, it opened the door to further productivity gains down the road that will produce still more cost benefits.”
Other markets where conversion from compression to injection molding should be considered include appliance, heavy truck, lawn & garden, and consumer products. This technology can apply to a lot of other applications, including heat pumps, swimming pool heaters, and any other outdoor appliance that sits on a base with electrical and mechanical components bolted to it.
For more information, contact sales.south@mackmolding.com.
………………………………………………………………..
Trane AC Cover
Up to $1.4MM Annual Savings, SPI Award

Trane, the air-conditioning systems and services business of American Standard Companies, works to improve productivity on existing products by six percent every year. Because of quality issues with the cosmetic top cap for its top-of-the-line residential air conditioner, the top became an ideal candidate.
“We knew we couldn’t simply expect our supplier to take six percent out of the price of the product while still maintaining the quality,” says Bob Kiermaier, Trane strategic commodity manager. “To accomplish our goals, we needed a collaborative environment where we could work together to change processes.”
The Challenge
In addition to cutting costs, the Trane redesign team wanted to streamline manufacturing by consolidating the original multi-piece assembly into a single part. Formerly, the cover was built of five separate parts, requiring three molds to produce each part. The parts then had to be glued, often leading to loose louvers that contributed to a number of problems. “You can imagine the productivity gains that were possible just through mold reduction alone,” says Ken Kincaid, Mack technical engineering manager.
The Solution
The eventual new top cap design involved design, processing and assembly changes. The part is injection molded at Mack’s Inman, S.C., plant. Injection molding produces fast molding cycles for a high volume part with cosmetic requirements. External gas is also used, however, to produce the cavity texture and improve part ejection from the tool. External gas-assist molding also lowers the injection pressure required to fill the part, reducing press size requirements along with costs.
The material choice for the new design is a UV stabilized polycarbonate resin for strength, impact, long-term aging, cosmetics and the color stability required for an outdoor application.
The most impressive technical aspect of the project is reflected in the part’s geometry changes and how they work with the tool design. “Slide lines in the tool combine with style lines on the side of the part, eliminating any interruption in texture appearance,” explains Kincaid. “And because the louvers are now integral to the part, its structural aspects and strength properties are improved. Most of the core side ribs that were previously needed have been eliminated, as well as the associated sink and flow disruptions.”
“The absence of any read-through on the top surface results in a better overall appearance,” adds Trane Plastics Engineer Richard Jameson. “The Xli badge can only be installed in one location, and there is better screw-hole alignment for assembly and increased structural integrity.”
The bottom line? The redesign yielded a top cap that will cost up to $1.4 million less per year to produce, according to Kiermaier. It also won the Building & Construction category of the Society of the Plastics Industry’s annual plastics design competition.

Team members included (l-r) Steve Hall, Trane buyer/planner; Ken Kincaid, Mack technical engineering manager; Jack Katilius, Mack business director; Richard Jameson, Trane plastics project engineer;Kapil Gupta, Trane quality engineer; Bill Pcheny, Mack program manager; Steve Parker, Mack quality assurance mgr; and Mike Smith, Trane materials & supply chain leader.
“Collaborating on a project like this is an effective strategy to use with a major supplier,” says Kiermaier. “Working closely with the supplier and sharing the cost benefits is always going to work better than a unilateral dictate.”
The Xli top redesign team included staff members from Trane Residential Systems, Mack Molding, Advanced Innovative Design and Delta Mold.
For more information, contact sales.south@mackmolding.com.
About Trane
Trane is a leading global provider of indoor comfort systems and comprehensive facility solutions. Its offerings include energy efficient heating, ventilating and air conditioning systems, service and part support, advanced building controls and financing solutions. For more information, visit www.trane.com.
………………………………………………………………..
Triton ATM Machine
Triton, the leading provider of off-premise ATMs, and Mack Molding have launched the first custom molded part into commercial production in the United States using the external gas injection technology developed and licensed by Cinpres Gas Injection (CGI) Inc. Banking on what was then an unproven technology, Triton not only made a bit of plastics proc essing history with its decision to go with external gas-assist, it also solved sink and cost issues.
essing history with its decision to go with external gas-assist, it also solved sink and cost issues.
The application is Triton’s recently introduced 8100 Series cash machine, a low-cost ATM for low-traffic locations. Measuring 11.5″x17″x4″, the front fascia on the money dispenser requires strength to handle direct impact and normal field abuse, as well as premium aesthetics to match the other front panels on the unit.
In the past, Triton used the structural foam process to obtain the impact and stiffness its ATM panels required. But with a goal of further lowering cost, Mack recommended the external gas process, which it licensed from CGI. Mack worked closely with both CGI (Ann Arbor, MI) and MSI Moldbuilders (Greenville, SC) during the design and tool development phase.
Squeezing out sink & savings
Sink marks are small depressions in molded part surfaces that are opposite thick sections, and are caused by internal stresses as the plastic cools. External gas technology is designed to yield sink-free surfaces over ribs and bosses by “forming a pillow of nitrogen around the part’s core that uniformly presses the cushioned core against the cavity, gently squeezing out any sinks,” explains Ken Kincaid, Mack technical engineering manager.
It takes a little more than gas to mold it right, though. “Designing appropriate features into the mold to contain the gas and prevent it from seeping around to the cavity side or through parting lines is critical,” says Kincaid. “But it doesn’t have to be an all-or-nothing gas deposit.” One of the beauties of external gas is that you can design features into the tool to isolate the gas in just the areas where you need it, making it possible to take advantage of the benefits of both internal and external gas in the same part.
Internal and external gas assist share many similarities, and both have been used to solve sink problems. When deciding between the two processes, the critical factor is part design.
 “With this particular part, there are six different types of mounting features and about 30 internal ribs, all randomly located,” explains Kincaid. “With internal gas assist, we would have had to link all the ribs and bosses to a single gas channel or to multiple channels. External gas assist made material management much easier and tool engineering much less extensive.
“With this particular part, there are six different types of mounting features and about 30 internal ribs, all randomly located,” explains Kincaid. “With internal gas assist, we would have had to link all the ribs and bosses to a single gas channel or to multiple channels. External gas assist made material management much easier and tool engineering much less extensive.
 “The result is a solid part with no gas holes, no voids, and no read-through from gas lines on a show surface,” he adds. “We were also able to reduce cost on the project with a smaller press, efficient material usage, and less design/engineering man-hours.” The 195.5 sq. in. fascia is molded in a 300-ton press of PC/ABS resin. By comparison, conventional molding would have required a 600- to 850-ton press.
“The result is a solid part with no gas holes, no voids, and no read-through from gas lines on a show surface,” he adds. “We were also able to reduce cost on the project with a smaller press, efficient material usage, and less design/engineering man-hours.” The 195.5 sq. in. fascia is molded in a 300-ton press of PC/ABS resin. By comparison, conventional molding would have required a 600- to 850-ton press.
Sold on the process
Steve Langen, program manager at Mack’s Southern Operations, says Triton is sold on the external gas process. “They’re using technology to gain an edge over their competitors. With external gas, they can produce a large cosmetic part that is structurally strong at a lower cost. We’re able to use larger rib-to-wall ratios with external gas, so they are getting the structure they’re used to with structural foam, can locate ribs where they want them, and in general, are enjoying more design freedom.”
But why would Triton risk a new product launch on a commercially unproven technology? “One of the most important reasons is that we have a very good working relationship with Mack at both the engineering and sales levels,” says Triton Mechanical Engineering Manager Scott Hoelzel. “We trust their advice.”
The second reason is cost. “Our market is no different than many other maturing markets in that it requires constant attention to price. To stay competitive, we have to always be looking for new places to cut costs. In this instance, technology was the solution.
“The final reason is partnership,” adds Hoelzel. “External gas technology is a patented process, so there are upfront licensing costs. Mack bore some of that initial cost burden itself, realizing that using the technology would benefit both companies.”
In the future, Triton hopes to use external gas to reduce costs further by replacing paint with molded-in texture. “Right now, we’re painting the fascia to match other existing parts,” says Langen. “But eventually, Triton would like to further reduce cycle time and material costs by eliminating paint altogether.”
In addition to the fascia, Mack molds the control panel and an optional topper for signage out of structural foam for both the 8100 and 9100 Series ATMs, which are standalone units for retail establishments. Mack also molds the control panel and trim for the RT 2000, an external, 24-hour through-the-wall ATM for merchants.
For more information, contact sales.south@mackmolding.com.
About Triton
Triton is a leading manufacturer of ATMs and ATM management software with more than 135,000 installations in over 23 countries worldwide. Markets include financial institutions, convenience stores, airports, hotels, resorts, restaurants, shopping centers, casinos and many other non-traditional locations. For more information, visit www.tritonatm.com.
………………………………………………………………..
Defribillator Handle
CAE teams with gas-assist for defibrillator solution
The 911 caller complains of chest pain, shortness of breath. EMTs speed to the scene, ambulance defibrillator in tow. When they arrive, assessing and treating the patient is Priority #1. Time is precious and the equipment must perform.
Designed to meet the specific demands and extreme conditions of the emergency medical services environment, this ambulance defibrillator features a suitcase-style design with an innovative protective roll cage, allowing emergency personnel to carry and store the device easily. Lightweight, yet indestructible, it can be dropped off a building or run over by a truck without affecting operation.

A cross-section of the finished over-molded handle clearly illustrates the gas channel, polycarbonate substrate and TPU overmold.
The unit is protected on three sides with gas-assisted parts – two side rails and the front handle, the subject of this case study. The handle is used both to carry the unit and set it up at an angle. Therefore, it has to be durable and sturdy enough to carry the 15-lb device, yet comfortable and easy to grip for the emergency medical technician handling the product.
The Challenge
A key element of the product’s exterior design is the light, hollow injection molded handle. The customer wanted a handle that was hollow, but stiff enough to pass rigorous tests. Specifications also included a soft-touch feel for easier transport and a snug grip. There could be no gas pinhole in the handle, and both the substrate and overmolding resins had to be capable of developing a chemical bond.
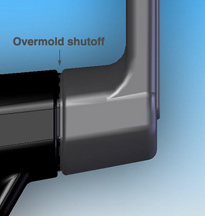
Fig. 1. The shutoff that defines the boundary between the overmold (black) and substrate results in a grooved design.
While hollow, the substrate also had to be structural enough to withstand a shutoff in the steel tool to prevent flash. To accomplish this, the tooled steel had to apply just the right amount of pressure to the substrate to stop the flow of the overmolding resin without crushing the substrate. (Fig1)
“Remember, as you inject the overmolding resin into the tool, the substrate heats up as well,” says Dr. Michael Hansen, senior technical development engineer. “So the substrate must be rigid enough to survive the temperature rise without collapsing. This requires a consistent wall thickness distribution, both for the length of the part and its cross-section.”
CAE Confirms Solution
To produce a handle that will pass all the requirements, the first step is to choose the right gas-assist process.

Fig. 2. Molding concept for gas-assist handle for automated external defibrillator (AED).
In this case, the best technique is full-shot molding with backspill, which results in a complete filling of the cavity with melt, followed by gas injection and opening of the backspill cavities. (Fig2)
“We used CAE and various flow simulation software to determine the size of the backspill cavity, discreetly position the gas pin, and avoid a hole at the gating location,” says Hansen. “Flow simulations also clearly illustrated the remaining wall thickness distribution of the substrate part after we introduced gas into the process.” (Fig3)
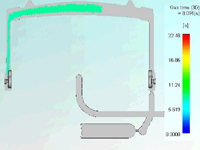
Fig. 3. Flow simulation traced the path of the gas channel and illustrated wall thickness distribution.
In addition, CAE helped to confirm the processing sequence and cycle time, minimizing material waste and trial and error at the press. CAE also helped to determine a tooling concept with backup options. “For example, machining rather than welding a larger backspill area saves steel, which is costly,” adds Hansen. “In the end, this allows for less expensive tool modifications.”
The handle is molded in a 300-ton press because of tool size, which incorporates the backspill cavity, valve gate, gas pin, four tool actions and a hydraulic shutoff between the runner and backspill cavity. The substrate is molded of modified polycarbonate resin for chemical resistance, flame retardancy and ECO compliance. It is overmolded with thermoplastic polyurethane for abrasion, required shore hardness, impact resistance, flow length and a comfortable grip.
Mack molds a total of 14 parts for this ambulance defibrillator unit, using thermoplastic polyurethane, polycarbonate and modified ABS resins. All materials are high impact resins with high temperature resistance to assure performance in the harshest of conditions.
For more information, contact salesnorth@mack.com.
………………………………………………………………..
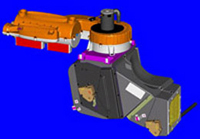
Peterbilt HVAC System
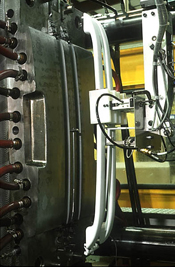
When Peterbilt Motors  Company unveiled its 2006 lineup of Class 8 conventional trucks and tractors, it represented one of the most significant product development investments in its history.
Company unveiled its 2006 lineup of Class 8 conventional trucks and tractors, it represented one of the most significant product development investments in its history.
Featuring new technologies and operating environments, the new lineup included an HVAC air distribution system that had been completely redesigned for improved performance. Conceived by Peterbilt’s Senior Project Engineer Wade Walterscheid and Project Engineer Terry Manuel, the patent-pending design teetered between success and failure on one millimeter of tolerance between an injection molded rotating canister and its housing.
Already a current supplier, Mack Molding’s southern operations was chosen to furnish four injection molded parts for the new 2006 Models’ HVAC system – the upper and lower housings, rotating mode cylinder and an air transition part, as well as some 16 additional interior trim components. “Supplier selection is one of the most important management decisions made early on in a program, and this engineering project was the second largest in Peterbilt’s history in terms of capital investment,” says Walterscheid. “Peterbilt considered it paramount that the best possible avenues be taken to guarantee success, and requested that Modine Manufacturing, our system supplier, select Mack for the HVAC injection molding. Mack was able to commit dedicated resources and had the capacity needed to meet our aggressive schedules and production requirements.”
Up for the Challenge
“The overall mode housing design was as simplistic as one can imagine, but caused Mack’s molded components to push the limits of materials and manufacturing processes,” says Walterscheid. Specifically, the challenges included:
- extremely precise clearance (less than 1mm) between the rotating mode cylinder and inside diameter of the assembled scroll housing
- sufficient dimensional stability to deliver very flat parts on a consistent basis that could withstand extreme weather variables
- tooling design that would provide consistent material flow
- narrow timeframe to meet schedule for winter weather testing.
 Starting with the material, Mack recommended a custom engineered polycarbonate resin from LNP with a unique blend of glass fiber and glass bead for dimensional stability. “The material had to be able to withstand extreme temperature ranges, from -60 to 120 degrees F, as well as chemical resistance, salt spray, electromagnetic susceptibility and more,” says Ken Kincaid, technical engineering manager at Mack’s southern operations. “Peterbilt subjected the HVAC and other main truck systems to extreme conditions with the vehicle loaded and at road speed in Death Valley, California, in the summer and above the Arctic Circle in the winter. Under both temperature extremes, this material withstood the test.”
Starting with the material, Mack recommended a custom engineered polycarbonate resin from LNP with a unique blend of glass fiber and glass bead for dimensional stability. “The material had to be able to withstand extreme temperature ranges, from -60 to 120 degrees F, as well as chemical resistance, salt spray, electromagnetic susceptibility and more,” says Ken Kincaid, technical engineering manager at Mack’s southern operations. “Peterbilt subjected the HVAC and other main truck systems to extreme conditions with the vehicle loaded and at road speed in Death Valley, California, in the summer and above the Arctic Circle in the winter. Under both temperature extremes, this material withstood the test.”
Tooling was also critical to maintain dimensional accuracy and consistency. Mack worked with Delta Mold, Charlotte, N.C., to design a family tool that molds both the upper and lower scroll housings in one shot. “Strategically placed gating was crucial to allow for improved material flow to accommodate the tight tolerance requirements,” says Steve Butler, Mack business unit director. “We got first parts off steel tools in 10 weeks to meet Peterbilt’s timeframe for cold weather testing, which was critical to approving the new system for the 2006 lineup.”
Even earlier, Mack Prototype, the company’s prototyping division in Gardner, Mass., molded first parts for airflow and volume testing. Mack Prototype built SLA masters of all four parts, as well as RTV rubber molds for producing polyurethane prototypes.
“The final challenge was presented by the design of the rotating mode cylinder itself, which is extremely complicated for a molded part,” says Kincaid. “Because of its deep ribs and one-piece part design, it had to be rotated 40 degrees and ejected off the tool. That’s a very unorthodox part removal method, but we’ve developed a system to handle it.”
In the end
 Peterbilt’s new design greatly reduced part count, boosted performance and improved climate control. The results have been dramatic:
Peterbilt’s new design greatly reduced part count, boosted performance and improved climate control. The results have been dramatic:
- 20 percent increase in air flow
- 400 percent improvement in side-window defrost efficiency
- enhanced look and feel with upgraded dash-mounted controls
- more precise temperature management via digital technology
- all-around improvement in assembly ease, reliability and air flow consistency from cab to cab
- overall cost reduction.
For more information, contact sales.south@mackmolding.com.
………………………………………………………………..
ORBIT Stacking Chair
The Challenge
Bernhardt Design, a leading furniture design company headquartered in North Carolina, teamed with internationally renowned designer Ross Lovegrove, to develop a stacking chair that would push the boundaries of originality, technology and craftsmanship. Called ORBIT, it was originally made only of Scandinavian ash or zebrawood veneer with a variety of painted or natural wood finishes.
 While elegant and sleek, the innovative wooden chair is also very complex and expensive to manufacture. Bernhardt wanted to remain 100 percent true to the original design, but at the same time, produce it in a more economical material that would be less expensive to manufacture, expanding its marketability.
While elegant and sleek, the innovative wooden chair is also very complex and expensive to manufacture. Bernhardt wanted to remain 100 percent true to the original design, but at the same time, produce it in a more economical material that would be less expensive to manufacture, expanding its marketability.
The Solution
Bernhardt found its solution in plastics. “The moral of this story is to always talk with a good molder before ruling out injection molding for even the most complex designs,” says Ken Kincaid, technical engineering manager at Mack Molding’s Statesville, N.C., facility. “Even if injection molding looks like an unlikely partner for your design, show your molder what you’re trying to do and ask how you can get there…sometimes solutions are possible, but not obvious at first glance.”
The ORBIT stacking chair is a perfect example. “The first question we had to answer was whether or not we could mold the chair using a gas-assisted process,” says Kincaid. “There were cross-sections of the chair that were 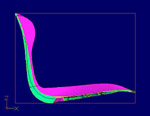 close to 1.5 inches thick. And Bernhardt wanted to maintain the integrity of the original design, which meant producing smooth, very stylish contours on both sides of the chair. Even the gas pins had to be hidden underneath the chair where it mounts to the frame. That meant using multiple gas pins with sequencing to direct the material the way we wanted it to go. Gas-assist was really the only option.”
close to 1.5 inches thick. And Bernhardt wanted to maintain the integrity of the original design, which meant producing smooth, very stylish contours on both sides of the chair. Even the gas pins had to be hidden underneath the chair where it mounts to the frame. That meant using multiple gas pins with sequencing to direct the material the way we wanted it to go. Gas-assist was really the only option.”
It was a unique project for gas-assist, however, given the size and length of the gas section. “We’re basically filling 75 percent of the cavity with material, and coring out a full 25 percent of the volume of the mold with gas,” explains Steve Langen, Mack Molding program manager. “That’s a tremendous amount of material displacement.”
Mack worked closely with Delta Mold, Charlotte, N.C., to build the tool. After some 15 molding trials, the gas-assist process proved successful in reducing stress, maintaining flat and smooth surfaces, reducing both press and part size, and eliminating thick sections of material.
Developing a new material
While proving out the process, Mack simultaneously worked with GE and Bernhardt to sample possible materials. “We tried everything from polypropylene to nylon to PC/ABS with long glass-fibers, but paintability kept bringing us back to the amorphous PC/ABS type of material,” says Langen.
Injection molded ORBIT chair
 The result is a new long glass-fiber PC/ABS composite from GE that offers superior tensile strength and stiffness at low glass loadings, which results in a resin-rich surface that can be painted without priming. Called LNP VERTON PCA-F-7004 EM compound, the material provides exceptional strength as evidenced by the Business and Institutional Furniture Manufacturers Association (BIFMA) back test, where it passed twice the normal load requirement with no sign of fatigue or failure.
The result is a new long glass-fiber PC/ABS composite from GE that offers superior tensile strength and stiffness at low glass loadings, which results in a resin-rich surface that can be painted without priming. Called LNP VERTON PCA-F-7004 EM compound, the material provides exceptional strength as evidenced by the Business and Institutional Furniture Manufacturers Association (BIFMA) back test, where it passed twice the normal load requirement with no sign of fatigue or failure.
The compound also provides a degree of flex for seating comfort. “This was an unexpected, but very welcome outcome,” says Bernhardt’s Zack Lyon. “The material gives the plastic chair flexibility that the wooden chair doesn’t have…it’s not only comfortable, but it has a built-in rocking aspect, a fidget factor. It was an unplanned, unpredictable, positive outcome that has turned into a selling feature for the chair.”
The plastic version sells for roughly half the price of the wooden chair and takes only a fraction of the time to produce. It is Bernhardt’s first foray into plastics, but won’t be the last, according to Lyon. “Based on the way things went with this project, Mack Molding will be our go-to molder on the next launch project. The collaborative effort was very important to the overall success of the product.”
For more information, contact sales.south@mackmolding.com.
About Ross Lovegrove
Ross Lovegrove was born in Cardiff, Wales. He studied design at Manchester Polytechnic, and later, at the Royal College of Art, London. He then worked for the well-known design consultancy, Frog Design, where he worked on such projects as the Sony Walkman and Apple computers. As an in-house designer for Knoll International in Paris, Lovegrove designed the successful Alessandri Office System. He has served as design consultant for many large firms, including Louis Vuitton, Dupont and Hermes.
………………………………………………………………..
GE Appliances Oven Handle
The Challenge
 Customers perceived quality problems with GE’s previous oven handle, a three-piece design with plastic endcaps and a metal bar. “Appearance is very important,” notes Jonathan Nelson, GE design engineer, “and with the three-piece handle, you could see the joints between the end caps and the metal bar. And because there were joints, the handle could sometimes feel loose, causing concern on the showroom floor.”
Customers perceived quality problems with GE’s previous oven handle, a three-piece design with plastic endcaps and a metal bar. “Appearance is very important,” notes Jonathan Nelson, GE design engineer, “and with the three-piece handle, you could see the joints between the end caps and the metal bar. And because there were joints, the handle could sometimes feel loose, causing concern on the showroom floor.”
GE knew gas-assisted injection molding was the answer because it would produce a strong, yet hollow, handle, allowing them to reduce material costs. The two major challenges involved in processing the handle were:
- Aesthetics – difficult to control part after part, especially with a high flex modulus material that is glass-reinforced
- Part weight – critical as a cost component.
The Solution
“We chose Mack because it has the technical infrastructure and capability to support our gas assist handle program,” comments Keith Spaulding, GE purchasing agent. “We also saw the engineering and manufacturing resources necessary to deliver the project on schedule.”
The schedule was a tight one. Mack’s Southern Operations built molds and produced parts within six weeks. A glass-reinforced VALOX® resin from GE Plastics (now SABIC Innovative Plastics) was chosen for its high strength properties, as well as heat- and chemical-resistance. The handle is gas-assisted injection molded on a 300-ton Toshiba press. With gas-assist technology, Mack achieved a 45 percent weight reduction over a solid part.
Parts submitted to GE for approval were subjected to tests for strength, strip torque, reliability, ship testing, cleanability, soil resistance, and UL approval. The handle not only passed all the tests, but “we were getting at least double the strength requirement we needed, and more than four times the reliability specification,” says Nelson.
There were many advantages to using gas-assist on this application. Beyond part consolidation, material reduction and cost savings, “the handle has the perfect shape for extracting the most benefit from the gas-assisted injection molding process,” claims Dr. Michael Hansen, Mack senior staff engineer. “Because of the one-dimensional flow path for tube- or rod-shaped parts, a good distribution of the gas-channel can be ensured.”
® VALOX resin is a registered trademark of GE Plastics (now SABIC Innovative Plastics)
For more information, contact sales.south@mackmolding.com.
………………………………………………………………..
Alcoa Fujikura Ltd. (AFL) OPTI-GUARD
 The Challenge
The Challenge
- Replace existing splice enclosure, which had reached its limitations in both size and weight
- Achieve quick turnover from part design to market introduction
- Find a less expensive way to manufacture the product
The Solution
AFL’s new splice enclosure design replaces galvanized cast iron and steel with lightweight structural foam, engineering resin and strategic aluminum strengthening components. Designed by AFL development designer Wayne Quesnel, the new box weighs 29 pounds, a 55 percent weight reduction from the previous design.
Through the combined efforts of AFL Engineering, Mack Molding, GE Plastics and prototyping specialists at Ferriot Inc. of Akron, Ohio, the new splice enclosure design was completed and the prototype introduced to the AFL sales force in less than two months. Once approved for production, AFL, Mack and Model Mold and Die coordinated in another fast-track effort to develop, manufacture and commission the very innovative tooling required to produce the splice enclosure. OPTI-GUARD™ was in full production less than six months after the first sketch was made.
The OPTI-GUARD™ splice enclosure is high-pressure structural foam, molded of PBT resin at Mack’s Inman, S.C., manufacturing facility. “This is an excellent example of how plastic can perform in markets currently dominated by castings and welded parts,” comments Brian Sumpter, new business development director at Mack’s southern operations. “Plastic has reduced the weight of this box from 65 pounds in its previous design to 29 pounds, a tremendous relief to field service personnel who are hoisting these units up utility poles to install them.”
OPTI-GUARD is a trademark of Alcoa Fujikura Ltd.
For more information, contact sales.south@mackmolding.com.