MACK IS GOING TO ATLANTA, GA, FOR DESIGN-2-PART’S SOUTHEAST SHOW
 Mack Molding is hitting the road once again, and this time the team is heading to Atlanta for Design-2-Part Southeast – affectionately known as D2P – taking place March 27-28, 2024, at the Cobb Galleria Centre.
Mack Molding is hitting the road once again, and this time the team is heading to Atlanta for Design-2-Part Southeast – affectionately known as D2P – taking place March 27-28, 2024, at the Cobb Galleria Centre.
Entering its 22nd year at the Galleria, this show features 150 American suppliers covering more than 300 manufacturing and service categories. Make sure to use our VIP complimentary admission and stop by Booth # 312 to learn about all that we have to offer!
Founded in 1920, Mack Molding has strong roots in custom plastic injection molding. With 125 presses ranging from 28-4,000 tons, Mack offers single- and multi-cavity injection, internal and external gas assist, structural foam, overmolding and two-shot molding, as well as extensive secondary operations.
This event will feature sales and engineering team from our Southern Division, which specializes in large part plastic injection molding with 22 presses ranging from 1,000 to 4,000 tons, as well as Class A painting.
Mack also offers complete electronic enclosure fabrication capabilities, including soft-tooled sheet metal processes and machining, allowing for concurrent engineering on plastic and metal parts; improved metal/plastic design, interface and fit; and faster time-to-market. And behind the assembly lines are the necessary support systems, including supply management, test development, data tracking and inventory services.
The Company takes pride in being a world class molder, honing decades of experience to become a top 10 North American non-automotive custom injection molder. The Company’s customer base has applications ranging from first-shot prototypes to full scale automated production, including commodity and validated medical components.
With Mack’s engineering services arm, Synectic Product Development, and full-service prototyping and low-volume manufacturing at Mack Prototype, the Company truly is a full-service contract manufacturer that specializes in plastic injection molding, design, prototyping, sheet metal fabrication, full-service machining, PCBAs and total product assembly, including Class Ill PMA medical and electromechanical devices. This includes systems integration and final functional test through warehousing, order fulfillment and refurbishment services.
As an extension of your manufacturing arm, Mack offers an integrated approach to product manufacturing that allows the customer to pick and choose services that fit the needs of their particular manufacturing model.
Understanding Plastic Blends: The Pros and Cons of Compounding
Essentially every resin processed at Mack is a compound made up of multiple components. This can include UV stabilizers or flame inhibitors, but the most ubiquitous are traditional blended resins.
Blended resins, such as PC-ABS, are a combination of two or more individual plastic polymers, mixed to produce a material with a new set of properties. Blends, alloys, or compounds can be achieved via melt blending by a resin compounder or in some cases, right at the press. Mack might use this method, for instance, to combine two different resins and a colorant during our molding process.
Polycarbonate based alloys are an industry favorite because PC is a versatile material that provides reasonable strength, thermal performance and colorability. The chart below shows how PC can be modified through compounding.
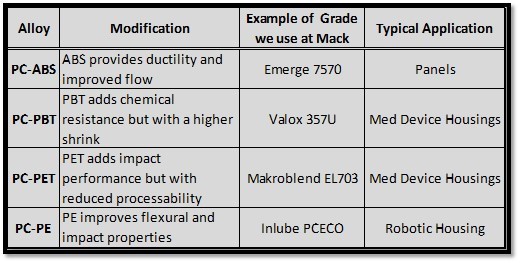
A downside of compounding is that, due to a difference in melt profile and filling pattern of the individual alloys, there is potential for the individual components to separate as they fill a part. This can lead to cosmetic defects on the part surface that we refer to as phase separation and usually looks like a difference in gloss.
To reduce this type of defect we often need to modify barrel settings or reduce filling rates to reduce the resins exposure to shear. Within a compound, the closer the melt and flow properties of the base resins are, the more they resist this kind of issue. This is why compounds such as PC-ABS are more successful to mold than PC-PE, which can be prone to phase separation.
For more information this or any of your plastic injection molding needs, please feel free to reach out to us!
Meet Mack at MD&M West 2024!

Mack Molding’s plastic injection molding and contract manufacturing experts are counting down the days until MD&M West 2024, taking place Feb. 6-8, 2024, at the Anaheim Convention Center.
The team is excited to hit the road, joining 1,600 exhibitors and more than 14,000 attendees from 70 countries in 300,000 square feet of space highlighting solutions for every stage of the product development lifecycle.
Please join Mack by using the promo code 3051 when you register online to get a free expo pass or save 20% on the conference. Of course, do not forget to stop by and see the Mack team at Booth No. 3051. We look forward to sharing our abilities as a full-service contract manufacturer with specialties in plastics design, prototyping, plastic injection molding, sheet metal fabrication, machining and turnkey system assembly.
We will also have representatives from wholly-owned Mack Molding subsidiary Mack Prototype on site to introduce visitors to rapid manufacturing services designed to take products from prototype to production, including 3D printing and additive manufacturing, cast urethane molding, plastic injection molding, CNC machining, and an NPI Launch Lab.
Our roots may be in plastic injection molding, but today Mack Molding is so much more. As a vertically-integrated product development and manufacturing partner, Mack is prepared to take your ideas from inception through prototyping to manufacturing. Whether you are interested in Mack Medical, Mack Molding, Mack Technologies, Mack Prototype or Synectic Product Development, the design function is part of a total product development solution geared toward reducing cost and time-to-market and our vertically integrated services have been organized to benefit your business throughout the product life cycle.
If you would like to schedule a specific meeting time in our booth, please contact your business development manager, or Jon Whitney, Vice President of Business Development at jon.whitney@mack.com or (802) 375-0714.
For more than 30 years, MD&M West has been connecting industry-leading suppliers with the latest products and technology, helping bring products from concept to market. We look forward to seeing you at this year’s event – and remember you can find us at Booth No. 3051!
Statesville Plant Supports Coworker Serving Overseas
 This Holiday Season, James “Jimmy” Petry, the EHS/Facilities Manager at Mack Molding’s Statesville, N.C., plant is deployed overseas as an E6 Technical Sergeant with Air National Guard. Having served since 2008, he is currently assigned as a Fire Department Station Captain. The Statesville team has adopted Jimmy and his fire team to help send them some cheer during his deployment. They have been coordinating with Jimmy’s wife to prepare a care package. In all they were able to collect over 90 pounds of food, drinks and essentials. The Mack family is thankful to Jimmy and his family for their service, and we hope this brings a little holiday spirit to Jimmy and his fellow service members.
This Holiday Season, James “Jimmy” Petry, the EHS/Facilities Manager at Mack Molding’s Statesville, N.C., plant is deployed overseas as an E6 Technical Sergeant with Air National Guard. Having served since 2008, he is currently assigned as a Fire Department Station Captain. The Statesville team has adopted Jimmy and his fire team to help send them some cheer during his deployment. They have been coordinating with Jimmy’s wife to prepare a care package. In all they were able to collect over 90 pounds of food, drinks and essentials. The Mack family is thankful to Jimmy and his family for their service, and we hope this brings a little holiday spirit to Jimmy and his fellow service members.
Mack Heading to Marlborough, Mass., for Design-2-Part Show
 The Mack team is on the move again, this time heading to Design-2-Part – affectionately known as D2P – taking place Sept. 27-28, 2023, at the Royal Plaza Trade Center in Marlborough, Mass. This year visitors will get to meet with three Mack companies in one location – Mack Molding, Mack Prototype and Mack Technologies – so make sure to stop by and see us at booth 437.
The Mack team is on the move again, this time heading to Design-2-Part – affectionately known as D2P – taking place Sept. 27-28, 2023, at the Royal Plaza Trade Center in Marlborough, Mass. This year visitors will get to meet with three Mack companies in one location – Mack Molding, Mack Prototype and Mack Technologies – so make sure to stop by and see us at booth 437.
D2P is the region’s largest design & contract manufacturing show featuring exhibiting companies covering more than 300 manufacturing and service categories. Make sure to use our VIP complimentary admission and stop by Booth # 437 to learn about all that we have to offer!
Founded in 1920, Mack Group includes Mack Molding, Mack Technologies, Mack Prototype and Synectic Engineering. As a contract manufacturer, Mack Molding offers design, prototyping, injection molding, sheet metal fabrication, and machining. Mack Technologies offers printed circuit board assembly and turnkey assembly services. Mack Prototype offers prototyping and low-volume production focused on rapid manufacturing services, including 3D printing and additive manufacturing; cast urethane molding; plastic injection molding; CNC machining; and NPI Launch Lab, Mack Prototype can take products from prototype to production.
- 1
- 2
- 3
- …
- 22
- Next Page »